


BMW E30 front strut

BMW E30 cut the strut

E30 Front inner bearing removal
MIG weld two nubs on the inner race for the bearing puller to grab.
Put aluminum tape on the spindle to protect it.
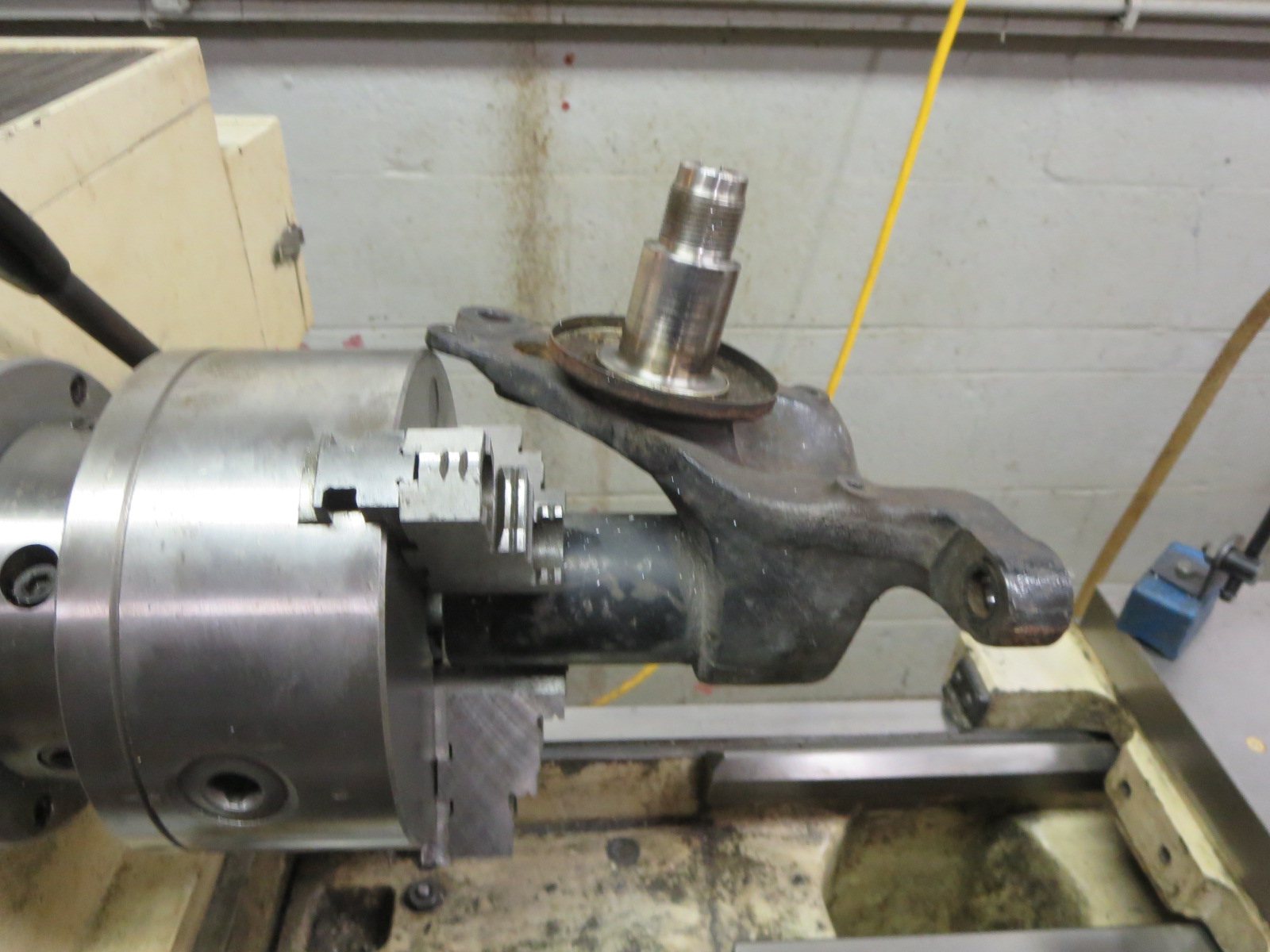
BMW E30 strut tube removal
Cut the weld out using a boring bar. Then heat the the spindle and beat the tube out.

Stance tubes machined to fit
Sand blasted and machined to fit.

Stance tubes welded
TIG welded outside.

Stance tubes welded inside



